1. Đặt vấn đề
Trong những năm gần đây ngành Dệt – May nói chung và ngành May nói riêng trong đó có sản xuất hàng dệt kim đã không ngừng phát triển và có một vai trò quan trọng trong trong quá trình công nghiệp hoá đất nước. Việt Nam là một nước đang phát triển có nguồn nhân công rẻ, cùng với sự quan tâm của Đảng và Nhà nước tạo điều kiện thuận lợi cho sự phát triển và đi lên của ngành.
Trong lĩnh vực công nghiệp Dệt- May, sản phẩm dệt kim đóng vai trò quan trọng. Tuy ra đời sau nhưng đã nhanh chóng thu hút sự quan tâm của khách hàng cũng như của các doanh nghiệp, bởi các ưu điểm đặc trưng nổi bật của nó. Với đặc điểm chủ yếu là tiện lợi khi sử dụng, thoáng, không nhàu, vận động dễ dàng, hợp thời trang, dễ giặt, chóng khô, giá thành thấp, độ mềm mại và độ đàn hồi tốt…Với đặc tính đó hơn hẳn dệt thoi, hàng dệt kim phù hợp với nhiều tầng lớp trong xã hội, được sử dụng phổ biến và rộng rãi trong cuộc sống hàng ngày.
Sản phẩm dệt kim với ưu thế phong phú hơn dệt thoi và tạo ra những sản phẩm như bít tất, gang tay, mũ, quần áo may sẵn, quần áo thể thao, quần áo mặc lót, các sản phẩm y tế như băng gạt, và các sản phẩm đặc biệt dùng trong y tế và các ngành khác... bởi những tính chất vô cùng ưu việt là khả năng giữ nhiệt và thấm hút mồ hôi tốt.
Với đặc tính đàn hồi, co giãn tốt, không nhàu, tính thấm nước và thoáng khí cao hơn hẳn dệt thoi, dễ sử dụng, hàng dệt kim may mặc trên thế giới vẫn ở mức tăng trưởng cao, nhất là ở các thị trường lớn như EU, Mỹ và thị trường khó tính như Nhật Bản.
Thực tế sản xuất kinh doanh của ngành dệt kim cả nước trong thời gian qua cho thấy, hiệu quả đầu tư dệt kim rất cao, nhu cầu về sản phẩm dệt kim trên thị trường cũng rất lớn. Chính vì vậy mà ngành dệt may phải không ngừng lỗ lực phát huy hết tiềm năng, sáng tạo để góp phần xây dựng đất nước.
Đó là chiến lược phát triển và vai trò, vị trí của ngành sản xuất sản phẩm dệt kim ở nước ta. Tuy nhiên xu thế phát triển sản phẩm này đã và đang gặp nhiều khó khăn về nhiều mặt trong đó có vấn đề nâng cao chất lượng sản phẩm để đáp ứng với thị trường ngày một phát triển của thế giới.Trong sản xuất hàng dệt kim thì hiện tưởng tổn thương vải tại vị trí đường may là một lỗi rất đáng để quan tâm vì khi vải bị tổn thương trong quá trình sử dụng các vòng sợi bị tuuột vòng tạo thành các lỗ thủng trên sản phẩm, dẫn đến giảm độ bền của sản phẩm. Mặc dù hiện tượng tổn thương vải ở sản phẩm hàng dệt kim là nhỏ chỉ khoảng 2,3% so với tổng các lỗi ở tất cả các khâu sản xuất [9]. Nhưng lỗi do tổn thương vải lại là vấn đề rất lớn mà các doanh nghiệp cần quan tâm nhiều nhất vì các lỗi khác thì có thể khắc phục trong quá trình gia công nhưng lỗi tổn thương vải thì chỉ có thể mạng vào chỗ bị vỡ với hàng nội địa, còn với hàng xuất khẩu thì phải sản xuất bù.
Tìm các biện pháp làm tối thiểu lỗi của sản phẩm là một phương thức tối trọng để nâng cao chất lượng sản phẩm. Muốn giảm sự tổn thương vải tại đường may góp phần nâng cao chất lượng sản phẩm thì điều trước tiến chúng ta cần quan tâm đến là các yếu tố nào ảnh hưởng đến tổn thương vải tại đường may và mức độ tác động của các yếu tố. Do vậy bài viết này trình bày một số yếu tố ảnh hưởng đến tổn thương vải dệt kim tại đường may.
2. Khái niệm tổn thương vải dệt kim
Tổn thương vải tại đường may là hiện tượng kim đâm làm đứt sợi vải hoặc làm xước sợi vải trong quá trình sử dụng thì sợi vải sẽ bị đứt gây tuột vòng sợi , làm thủng sản phẩm, giảm chất lượng và thẩm mỹ của sản phẩm.
Hình 1 a. Kim chưa xuyên qua vải;
Hình 1 b. Kim tách sợi , không gây tổn thương vải.
Trong quá trình may, kim chuyển động xuống dưới thì xảy ra các trường hợp sau:
- Khi may mũi kim tách và trượt qua khe hở giữa hai sợi vải khi đó sẽ không làm tổn thương vải.( hình 1 b).
- Kim xuyên bên cạnh( đâm vào một phần sợi ), trong khi may không xảy ra đứt. Nhưng khi sử dụng thì sợi bị đứt làm tổn thương vải được tính là một lỗi.
- Kim xuyên thẳng xuống đâm đúng vào sợi vải, sợi vải bị đứt gây đứt vòng sợi tạo thành lỗ thủng trên vải
-Kim đâm vào mối liên kết các vòng sợi làm đứt sợi, tuột mối liên kết, gây tổn thương vải.
3. Các yếu tố ảnh hưởng đến tổn thương vải dệt kim tại đường may.
3.1. Ảnh hưởng của các yếu tố nguyên liệu đến tổn thương vải dệt kím tại đường may.
3.1.1. Độ ẩm của vải
Độ ẩm tương đối của không khí có ảnh hưởng đáng kể đến các tính chất của vải. Trong quá trình hấp thụ, các phần tử nước thấm dần vào bên trong làm yếu liên kết giữa các phân tử cấu tạo nên xơ và sợi cho nên khi tăng độ ẩm, phần lớn xơ và sợi bị giảm độ bền. Riêng đối với xơ thực vật (bông, lanh) và vải được tạo ra từ loại xơ, sợi đó có độ bền tăng lên khi độ ẩm tăng [9]. Điều đó phụ thuộc vào cấu tạo của đại phân tử xenlulô, dưới tác dụng kéo dãn trong môi trường ẩm, các phần tử ở trạng thái gấp khúc chuyển sang duỗi thẳng hơn dọc theo trục xơ, sợi, từ đó liên kết phân tử chặt chẽ hơn và làm tăng độ bền. Do đó độ ẩm của vật liệu cũng ảnh hưởng đáng kể tới hiện tượng tổn thương vải tại vị trí kim đâm. Do độ ẩm của vải ảnh hưởng rất lớn đến kích thước đâm xuyên của kim. Vải có độ ẩm càng nhỏ, lỗ đâm kim có đường kính càng nhỏ, khi đó ma sát giữa kim - chỉ - vải càng lớn vì vậy hiện tượng thương vải càng tăng. Đặc biệt đối với vải 100% conton xơ bị trương nở trong nước nên độ ẩm càng tăng kích thước vòng sợi càng lớn, kim càng dễ đâm xuyên qua [9].
3.1.2. Đặc tính cơ học của vải
Các đặc tính cơ học của vải ảnh hưởng tới hiện tượng tổn thương vải khi may là tính kéo dãn đàn hồi của xơ bông và độ bền của xơ bông. Do xơ bông có độ kéo giãn đàn hồi thấp độ kéo giãn là 4 ÷ 8%, độ đàn hồi là 1 ÷ 1,5% [1] do vậy khi may kim đâm xuống mặt vải ở vị trí chính giữa các vòng sợi thì rất dễ bị phá vỡ do vải co dãn kém, nếu như kim đâm vào một phần của vòng sợi thì do sợi bông kéo dán kém, khi xử lý các công đoạn sau, hoặc khi sử dụng phần sợi đó sẽ đứt dẫn đến tuột vòng sợi, tạo thành lỗ thủng trên vải.
Độ bền thấp cũng ảnh hưởng rất lớn tới hiện tượng tổn thương vải khi may. Nếu vải có độ bền thấp thì trong qúa trình may sẽ dễ bị tổn thương vải hơn là vải có độ bền cao. Đối với xơ bông do xơ bông có độ bền thấp cũng ảnh hưởng rất lớn tới hiện tượng tổn thương vải khi may (ngoại trừ trong môi trường nước thì độ bền của xơ bông tăng). Khi kim đâm xuống các lớp vải tạo ra một lực nhất định, ngoài ra quá trình kim lên xuống sẽ sinh lực ma sát giữa các lớp vải và kim sẽ làm các lớp vải nóng lên. ở cùng một lực tác dụng của kim, ở cùng một nhiệt độ tức thời của các vòng sợi tại vị trí may rõ ràng nếu độ bền của sợi bông kém thì chúng sẽ bị tổn thương tạo thành lỗi [1].
3.1.3. Khối lượng riêng vải
Yếu tố khối lượng riêng ảnh hưởng tới sự tổn thương vải hàng dệt kim. Nếu xét vải có khối lượng khác nhau do có thành phần cấu tạo của xơ khác nhau và có cùng kiểu dệt thì có sự tổn thương vải khi may khác nhau là đương nhiên do tính cơ lý của vải là khác nhau, vải có độ bền cao, có giãn tốt thì sự tổn thương vải sẽ ít hơn và ngược lại.
Nếu xét vải cùng thành phần cấu tạo mà khác nhau về khối lượng của vải do mật độ sợi khác nhau thì ảnh hưởng tới sự tổn thương vải cũng khác nhau. Điều này phụ thuộc rất nhiều vào cách chọn chi số của kim theo cấu trúc và theo độ dày mỏng của vải[1].
3.2. Ảnh hưởng của các yếu tố công nghệ đến tổn thương vải dệt kim tại đường may.
3.2.1. Ảnh hưởng của mật độ mũi may
Mật độ mũi may có ảnh hưởng nhiều tới hiện tượng tổn thương vải. Độ bền của đường may tỷ lệ với mật độ mũi may nếu các yếu tố khác không thay đổi. Độ bền của đường may có đơn vị là N/ cm, nếu chia cho số mũi trên một cm thì ta có được trị số độ bền của mũi đơn (độ bền của vòng chỉ may).
Khi tăng mật độ mũi may thì độ bền của đường may cũng tăng, nhưng sự tăng này dẫn tới một giới hạn khi các lỗi thủng do kim đâm xuyên qua vải sát nhau và tạo thành các lỗ thủng lớn, khi đó sẽ làm yếu liên kết các sợi trên vải [4].
3.2.2. Số lớp vải khi may
Khi tăng số lượng lớp vải, trong quá trình may, dưới lực ép của chân vịt, các lớp sợi ở giữa bị nén chặt, sợi khó bị xê dịch sang bên khi kim đâm xuống làm tăng tỷ lệ vải bị tổn thương do kim đâm, làm tăng mức độ tổn thương vải dệt kim tại đường may.Số lớp vật liệu cũng ảnh hưởng đến độ bền của mối liên kết. Số lớp vật liệu càng nhiều thì càng tăng số lượng sợi bị đứt. Do vậy, khi tăng số lớp vải, cần dùng kim có chỉ số cao hơn, đồng thời vật liệu bị phá huỷ nhiều hơn. Hơn nữa, trong quá trình may, kim chóng mòn hơn ảnh hưởng xấu đến chất lượng đường may nhanh hơn. [5]
3.3. Các yếu tố thiết bị ảnh hưởng đến tổn thương đường may vải dệt kim.
Có nhiều yếu tố ảnh hưởng đến tổn thương vải tại đường may, trong đó có yếu tố chính đó là: Cơ cấu dịch vải (thanh răng – chân vịt), kim, tốc độ máy, lực nén chân vịt.
3.3.1. Kim may
Ta có thể mô tả may thành công là “ hiệu quả tạo mũi may cao dẫn đến quá trình may tốt”. Hiệu quả tạo mũi may cao yêu cầu tốc độ may cao mà không bị đứt chỉ. Các đường may đẹp và đủ bền cho các yêu cầu của quần áo. Có nhiều yếu tố ảnh hưởng tới quá trình may thành công, có một vài yếu tố quan trọng hơn trong số các yếu tố ấy là:
1. Thiết kế quá trình may đúng.
2. Chọn đúng loại chỉ may
3. Điều chỉnh máy may
4. Chọn kim may phù hợp.
Ngày nay có 2000 hệ kim khâu khác nhau được sử dụng trên thị trường có cả loại chất lượng cao lẫn chất lượng thấp. Sử dụng kim chất lượng thấp, hoặc chọn không đúng kim cho một mục đích sử dụng nhất định làm giảm đáng kể hiệu suất của quá trình may do đứt chỉ cao. Các loại kim khâu không phù hợp cũng có thể làm cho đường may xấu, tồi tệ hơn nữa là trong khi dùng quần áo, đường may chóng bị hỏng do chỉ hoặc vải trong đường may bị hỏng (tổn thương). Khả năng sinh lợi nhuận và danh tiếng của nhà sản xuất có liên quan chặt chẽ tới việc chọn kim khâu.
Cấu tạo của kim bao gồm đế kim, trụ kim, vai kim, thân kim, rãnh ngắn, rãnh dài, mắt kim, gò, mắt soi, đầu kim. Tuy nhiên đối với mỗi loại vải khác nhau thì sử dụng các đầu mũi kim khác nhau. Đối với vải dệt thoi thì thường dùng kim đầu nhọn, vải da dùng kim đầu cắt còn vải dệt kim thường dùng kim đầu tròn.
Đầu kim: đầu kim được tạo hình để thực hiện sự đâm xuyên vào vải, phần này kết cùng với hình dạng của mũi kim tạo nên hiệu quả đâm xuyên tốt nhất vào các loại vải khác nhau, đảm bảo mũi may đẹp nhất và ít bị tổn thương nhất cho vải. Đối với vải dệt thoi dùng kim đầu nhọn, vải da dùng kim đầu cắt còn vải dệt kim thường dùng kim đầu tròn.
- Kim đầu tròn:
Đặc điểm của kim có đầu tròn là mũi kim được mài tù để tăng bền cho đầu kim, chống gãy hay biến dạng. Kim có đầu tròn không xuyên thủng sợi vải mà bị sợi vải đẩy vào khoảng trống giữa các sợi vải không làm xước sợi khi may.
Đầu kim càng phải to tròn khi sợi vải càng thô. Khi sử dụng loại kim cỡ nhỏ để may loại vải thô dày thì kim bị sởi vải đầy sang bên khá mạnh có thể gây ra lỗi ở mũi may. Do vậy, trong những trường hợp khó may, việc lựa chọn cỡ kim và hình dạng mũi kim cần phải được xác định bằng thực nghiệm.
Khác với các loại kim thông thường có đầu mũi kim rất sắc nhọn, kim đầu tròn có hình dạng mũi kim dạng một nửa viên bi tròn, đây là tính năng đặc biệt giúp cải thiện khuyết điểm hay làm bể mặt vải của các loại kim thường. Với thiết kế dạng bi, kim đầu tròn có tác dụng rẽ dọc theo tổ chức sợi khi đâm xuyên qua vải, là tác nhân quan trọng không gây hiện tượng tổn thương vải ở chất liệu dệt kim [5].
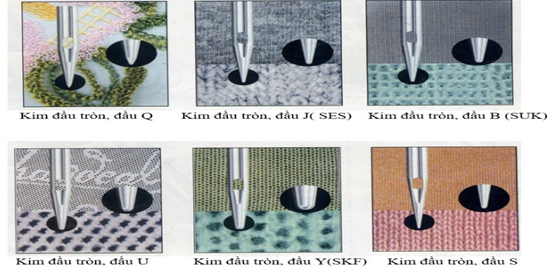
Hình 2: Hình ảnh một số đầu mũi của kim đầu tròn
- Chỉ số kim may.
Trong quá trình may, kim xuyên qua vải để lại các lỗ trên vải, kích thước các lỗ phụ thuộc vào đường kính trên kim may. Đường kính thân kim được thể hiện qua chỉ số kim. Sự tổn thương vải phụ thuộc vào chỉ số kim , chọn chỉ số kim thích hợp cho vật liệu may và đường may là một việc rất quan trọng để giảm tối thiểu hiện tượng tổn thương vải tại đường may.Trong các xí nghiệp may hiện nay hay sử dụng kim UY128 GAS đầu tròn (đầu J) có chi số 9, 10,11. Do đó trong các phương án thí nghiệm chọn kim UY128 GAS đầu tròn ( đầu J) với 3 chi số là 9,10,11.
3.3.2. Tốc độ của máy
Khi tốc độ may tăng thì tốc độ dịch chuyển của thanh răng chân vịt biến đổi, khi may các lớp nguyên liệu được thanh răng đưa đi đúng bằng chiều dài mũi may, theo yêu cầu công nghệ và được chân vịt ép lên tạo lực ép, do vậy khi tốc độ máy khác nhau thì thời gian để vải trở lại trạng thái tự do khác nhau tạo nên mức nhăn vải khác nhau, nếu mức nhăn cao thì mật độ vải bị dồn lại do vậy xảy ra hiện tượng tổn thương vải nhiều hơn và ngược lại.
Khi tốc độ máy tăng thì làm nhiệt độ của kim và vải cũng tăng theo do tần suất kim đâm xuyên xuống là nhiều hơn khi đó độ bền của sợi vải tại vị trí kim đâm xuyên xuống giảm và hiện tượng tổn thương vải tăng.
Khi tốc độ máy tăng làm kim suy nhiều, khi kim bị suy khi xuyên qua các lớp nguyên liệu sẽ gây tổn thương vải nhiều. Ngoài ra quá trình mài mòn đầu mũi kim xảy ra nhanh do nhiệt độ nóng lên, kim rung thì dễ làm hình dạng thân kim không được đúng, răng của cũng ép lên vải với một lực ép khi va chạm mạnh hơn, tất cả những điều đó đều có thể gây ra hiện tượng tổn thương vải khi may.
Tóm lại tốc độ máy là một trong những nguyên nhân gây ra hiện tượng tổn thương vải nhất là đối với sản phẩm dệt kim. Việc điều chỉnh tốc độ cho phù hợp với các điều kiện khác là một vấn đề quan trọng góp phần vào việc giảm tối thiểu hiện tượng tổn thương vải trong sản xuất [9].
3.3.3. Cơ cấu dịch vải
Tuỳ thuộc chiều cao chân vịt mà lực nén cũng thay đổi. Khi chiều cao chân vịt giảm thì lực nén chân vịt tăng. Khi đó vải sẽ bị ép chặt dần vào giữa thanh răng và chân vịt, làm cho vải khó xê dịch trong khi may dẫn tới tổn thương vải tăng
Khi độ cao của răng cưa là cố định thì tuỳ thuộc vào chiều cao chân vịt mà lực ép thay đổi. Khi chiều cao chân vịt tăng thì lực nén chân vịt giảm và ngược lại khi chiều cao chân vịt giảm thì lực nén chân vịt tăng.
Tương tự khi chiều cao chân vịt là cố định thì độ cao răng của cưa làm thay đổi lực nén chân vịt. Khi chiều cao răng cưa tăng thì lực nén chân vịt tăng và ngược lại khi chiều cao răng cưa giảm thì lực nén chân vịt giảm.
Nếu trong cùng một điều kiện dừng liên kết như nhau, hệ số ma sát m như nhau mà ta điều chỉnh chiều cao răng cưa tăng hoặc chiều cao ốc ren chân vịt giảm thì lực nén chân vịt nên các lớp rải tăng, răng cưa cắn vào các lớp vải, những nguyên nhân này dẫn tới độ dịch chuyển của vải thay đổi, có thể là các lớp vải dịch chuyển không tương thích với nhau, hoặc lớp vải trên, hoặc lớp vải dưới bị nhăn lại hoặc các lớp vải không trượt được đúng chiều dài mũi may do lực nén từ chân vịt xuống lớn. Khi đó ngoài trực tiếp răng cưa kéo vỡ sợi phải thì các lớp vải bị nhăn lại, mật độ mũi may biến đổi, kim đâm xuống sẽ làm mặt vải bị tổn thương nhiều hơn.
Còn nếu vẫn ở điều kiện đó nếu ta điều chỉnh chiều cao răng cửa giảm hay chiều cao ốc ren chân vịt tăng thì lực nén chân vịt nên các lớp nguyên liệu giảm khi đó giữa các lớp vải sẽ bị trượt hoặc vải sẽ bị dịch chuyển với biên độ ngắn hơn chiều dài mũi may, kim vẫn đâm xuyên xuống với đúng tần suất cố định vậy mật độ mũi may tăng thì số mũi bị tổn thương vải cũng tăng theo.Do đó để giảm tối thiểu hiện tượng này thì điều chỉnh lực nén chân vịt cho phù hợp[9].
3.4. Yếu tố con người
Tay nghề và ý thức của người công nhân cũng là một trong những yếu tố quan trọng làm cho đường may có chất lượng cao.Tay nghề công nhân sẽ được phản ánh trong từng sản phẩm. Nếu họ có kỹ thuật may thành thạo và chuyên nghiệp thì họ phải biết cách may, cách điều chỉnh máy và cách đưa vải vào gia công..., một cách hợp lý thì sẽ giảm được tối đa lỗi tổn thương vải.
4. Kết luận
Có nhiều nguyên nhân dẫn đến tổn thương vải tại vị trí đường may và tính riêng lẻ của từng nguyên nhân ảnh hưởng không nhiều nhưng kết hợp lại thì chúng có thể đưa đến kết quả nghiêm trọng. Ta cần phải chú ý tới những vấn đề sau để đảm bảo cho đường may đạt chất lượng cao và hạn chế làm tổn thương vải.
- Chọn chỉ thích hợp.
- Chọn kim, chỉ và mật độ mũi may phù hợp nhất.
- Kiểm tra các điều kiện và điều chỉnh các thành phần ảnh hưởng đến chỉ may.
- Chỉnh lực ép chân vịt và tốc độ sao cho phù hợp nhất với loại vải đang sử dụng.