TS. Nguyễn Thị Hường – Khoa Công nghệ May
-
Khái quát về định mức chỉ may
Trong sản xuất may công nghiệp định mức nguyên phụ liệu là số lượng nguyên phụ liệu cần thiết để sản xuất ra một đơn vị sản phẩm theo một quy trình công nghệ nhất định và dựa trên cơ sở của tiêu chuẩn kỹ thuật đã quy định. Định mức chỉ may là số lượng chỉ cần thiết để may một sản phẩm. Nó thường được thể hiện bằng đơn vị chiều dài. Việc tìm ra mức tiêu thụ chỉ để sản xuất các sản phẩm may là rất quan trọng, từ đó sẽ hỗ trợ xác định giá thành sản phẩm.
Việc xác định định mức chỉ may phụ thuộc vào nhiều yếu tố:
-
Kiểu đường may
-
Độ dày của vải
-
Số lớp vải trên một đường may
-
Mật độ mũi may
-
Độ rộng đường may
-
Cỡ số của sản phẩm
-
Kết cấu của sản phẩm
-
Thiết bị sử dụng (cắt chỉ tự động hoặc thủ công)
-
Kỹ năng của người may
-
Chất lượng của chỉ may
-
Sức căng của chỉ
-
Chi số chỉ
Trong quá trình sản xuất các sản phẩm dệt may, việc xác định định mức chỉ may mang lại một số lợi thế sau:
Thứ nhất, làm giảm chi phí tồn kho, chi phí mua nguyên vật liệu
Thứ hai, quá trình sản xuất cần có các nguyên liệu chính và phụ liệu đồng bộ để tiếp tục sản xuất mà không bị gián đoạn. Do vậy, việc biết trước định mức các nguyên phụ liệu sẽ làm giảm các vấn đề phát sinh liên quan đến nguyên phụ liệu trong quy trình sản xuất.
Thứ ba, việc xác định định mức giúp cho quá trình quản lý nguyên phụ liệu trở nên chính xác và minh bạch.
-
Phương pháp tính định mức chỉ may
-
Tính định mức bằng phương pháp may khảo sát [1]
Nghiên cứu tác nghiệp, sản phẩm mẫu về đặc tính của nguyên liệu, kết cấu sản phẩm, thiết bị gia công, thông số sản phẩm, mật độ mũi may theo tiêu chuẩn của mã hàng, chủng loại chỉ dùng trong mã hàng.
Chuẩn bị máy may, vải và chỉ may: sẽ sử dụng chính nguyên phụ liệu của mã hàng. Trong trường hợp không có sẵn vải và chỉ của mã hàng, có thể thay thế nguyên liệu (vải), có độ dày tương tự; Phụ liệu (chỉ), có tính chất tương ứng (chi số, độ xoắn, chất liệu).
-
Bước 2: Tính định mức cho 1 sản phẩm
Đo một lượng chỉ nhất định (Đbđ). Lấy lượng chỉ đó may một sản phẩm cỡ trung bình. Đo phần chỉ còn lại (Đdư), xác định được lượng chỉ tiêu hao cho một sản phẩm (Đsp) (Chú ý: Việc lựa chọn người may mẫu phải có trình độ tay nghề ở mức trung bình so với lực lượng lao động tại doanh nghiệp gia công sản phẩm)
Đsp = Đbđ - Đdư
-
Bước 3. Tính định mức cho mã hàng
Để tính được định mức chỉ cho các cỡ trong mã hàng phải phân tích được hệ số chênh lệch về mức độ dài, ngắn, rộng, hẹp của từng đường may trong sản phẩm của các cỡ trong mã hàng. Yêu cầu quá trình tính như sau:
+ Tính đúng, đủ các đường may. Tính định mức theo cỡ gồm tất cả các đường may về chiều rộng, theo vóc gồm tất cả các đường may về chiều dài.
+ Phải phân loại đường may theo thiết bị gia công, màu chỉ sử dụng với từng loại đường may
+ Tính phần chênh lệch chỉ may giữa 2 cỡ (tính cho 1 sản phẩm)
Trong đó:
∆Lc: Phần chênh lệch chỉ may giữa hai cỡ (tính cho 1 sản phẩm)
∆Lmi : Phần chênh lệch chiều dài đường may i giữa hai cỡ (tính cho 1 sản phẩm)
k: Số lượng đường may i
Hti : Hệ số tiêu hao chỉ của đường may i
+ Để quá trình tính toán không bị nhầm lẫn, nên lập bảng giải trình tính hệ số chênh lệch chỉ giữa các cỡ. Trong bảng cần có các cột như sau (Bảng 1):
Bảng 1: Bảng giải trình tính hệ số chênh lệch chỉ giữa các cỡ
STT
(1) |
Vị trí đo
(2) |
Hệ số chênh lệch đường may (3) |
Số lượng đường may (4) |
Tên đường may (5) |
Hệ số tiêu hao đường may (6) |
Hệ số chênh lệch chỉ may giữa các cỡ (m) (7) |
Ghi chú (8) |
|
|
|
|
|
|
|
|
|
Trong đó:
Cột 1: Số thứ tự các vị trí cần tính hệ số chênh lệch.
Cột 2: Thống kê các vị trí đo có sự chênh lệch về cỡ, vóc.
Cột 3: Mức độ chênh lệch dài, ngắn, rộng, hẹp tại các vị trí của các cỡ.
Cột 4: Số lượng các đường may tại vị trí đo.
Cột 5: Tên đường may sử dụng
Cột 6: Hệ số tiêu hao tương ứng với mỗi loại đường may trên sản phẩm
Cột 7: Tổng chênh lệch chỉ may giữa hai cỡ (tính cho 1 sản phẩm) (∆Lc)
Cột 8: Những ghi chú cần thiết (nếu có).
Định mức chỉ của mã hàng:
Trong đó:
Đmh: Định mức chỉ của mã hàng
Đsp: Định mức chỉ cho một sản phẩm của cỡ được tính
a0: Số sản phẩm của cỡ có định mức chỉ Đsp
ak : Số sản phẩm theo cỡ k của mã hàng
ΔLc: Chênh lệch chỉ may giữa hai cỡ (tính cho 1 sản phẩm, ΔLc nhận giá trị âm nếu cỡ nhỏ hơn cỡ được tính, nhận giá trị dương nếu cỡ lớn hơn cỡ được tính).
n: Số cỡ của mã hàng
m. Khoảng cách từ cỡ tính định mức chỉ(Đsp ) đến cỡ mới.
Δhp: Phần trăm hao phí của mã hàng (5-10%)
* Lưu ý: Nếu hệ số chênh lệch giữa các cỡ trong mã hàng đều nhau sẽ tính hệ số chênh lệch giữa các cỡ. Nếu hệ số chênh lệch giữa các cỡ trong mã hàng không đều nhau, phải tính hệ số chênh lệch của từng cỡ có trong mã hàng.
- Bước 4. Kiểm tra
Kiểm tra số lượng sản phẩm, màu của từng cỡ/ mã hàng. Chủng loại chỉ theo yêu cầu mã hàng; phần trăm hao phí cho mã hàng.
Ví dụ: Cần tính định mức chỉ may cho mã hàng 211C gồm:
-
Màu đen: Cỡ S (100 sản phẩm), M (150), L (150); XL (100)
-
Màu trắng: Cỡ S (80 sản phẩm), M (100), L (100); XL (80)
Phương pháp tính định mức chỉ may:
Sử dụng 150 m chỉ may 01 sản phẩm (Size M). Sau khi may xong đo lượng chỉ còn lại được 45 m. Số chỉ sử dụng để may sản phẩm này là: 150 - 45 = 105 (m).
Tính tổng chênh lệch chỉ giữa các cỡ được tính trong Bảng 2:
Bảng 2: Bảng giải trình tính hệ số chênh lệch chỉ giữa các cỡ của mã hàng 211C
|
STT |
Vị trí đo |
Hệ số chênh lệch đường may giữa các cỡ (m) |
Số lượng đường may |
Tên đường may |
Hệ số tiêu hao chỉ của đường may |
Hệ số chênh lệch chỉ may giữa các cỡ (m) |
|
M-S/M-L |
M-XL |
M-S/M-L |
M-XL |
|
1 |
Cổ |
0.01 |
0.02 |
2 |
1 kim thắt nút |
2.5 |
0.05 |
0.1 |
|
2 |
Nẹp |
0.01 |
0.02 |
2 |
0.05 |
0.1 |
|
3 |
Xẻ sườn |
0.02 |
0.04 |
2 |
0.1 |
0.2 |
|
4 |
Xẻ sườn |
0.02 |
0.04 |
2 |
Vắt sổ 3 chỉ |
14 |
0.56 |
1.12 |
|
5 |
Vai con |
0.01 |
0.02 |
2 |
Vắt sổ 4 chỉ |
18 |
0.36 |
0.72 |
|
6 |
Vòng nách |
0.025 |
0.05 |
2 |
0.9 |
1.8 |
|
7 |
Sườn, bụng tay |
0.025 |
0.05 |
2 |
0.9 |
1.8 |
|
8 |
Gấu |
0.05 |
0.1 |
1 |
Trần đè 2 kim |
18 |
0.9 |
1.8 |
|
9 |
Cửa tay |
0.02 |
0.04 |
2 |
0.72 |
1.44 |
|
Tổng |
4.54 |
9.08 |
Định mức chỉ may cho mã hàng 211C (hao phí của đơn hàng 5%):
Đmh= 150*105 + 100 * (105- 4.54) + 150*(105+ 4.54) + 100 (105 + 9.08) + 5*[150*105 + 100*(105- 4.54) + 150*(105+ 4.54) + 100 (105 + 9.08)]/100 = 56316.75(m)
Đmh= 100*105 + 80*(105- 4.54) + 100*(105+ 4.54) + 80 (105 + 9.08) + 5*[100*105 + 80*(105- 4.54) + 100*(105+ 4.54) + 80 (105 + 9.08)]/100 = 40548.06 (m)
-
Tính định mức bằng phương pháp đo chiều dài đường may
Phương pháp tính định mức chỉ nói chung đều trải qua 4 bước cơ bản như ở mục 2.1:
- Bước 1: Chuẩn bị
- Bước 2: Tính định mức cho 1 sản phẩm
- Bước 3. Tính định mức cho mã hàng
- Bước 4. Kiểm tra
Tuy nhiên, có sự khác nhau về hai phương pháp tính định mức chỉ nằm ở bước số 2. Trong đó, tính định mức chỉ cho cho một sản phẩm bằng phương pháp đo chiều dài đường may gồm các bước sau:
-
B1: Nghiên cứu tác nghiệp, sản phẩm mẫu về đặc tính của nguyên liệu, kết cấu sản phẩm, quy trình may, thiết bị gia công, thông số sản phẩm, mật độ mũi may theo tiêu chuẩn của mã hàng, chủng loại chỉ dùng trong mã hàng.
-
B2: Xác định loại đường may, số đường may và chiều dài đường may
-
B3. Tính định mức chỉ sử dụng theo từng loại đường may trên sản phẩm dựa vào tổng chiều dài đường may và hệ số tiêu hao chỉ cho từng đường may theo công thức:
Đđm = * Hti
Trong đó:
Đđm: định mức chỉ sử dụng theo từng loại đường may
Li: Chiều dài của đường may i trên sản phẩm (chiều dài bán thành phẩm)
ki: Số đường may i
Hti: Hệ số tiêu hao chỉ cho đường may i
-
B4: Xác định % hao phí
-
B5: Tính tổng định mức chỉ sử dụng cho 1 sản phẩm
Đsp =
Trong đó:
Đsp: Định mức chỉ may cho 1 sản phẩm
Đđm: Định mức chỉ sử dụng theo từng loại đường may
∆hp: Phần trăm hao phí của mã hàng (%)
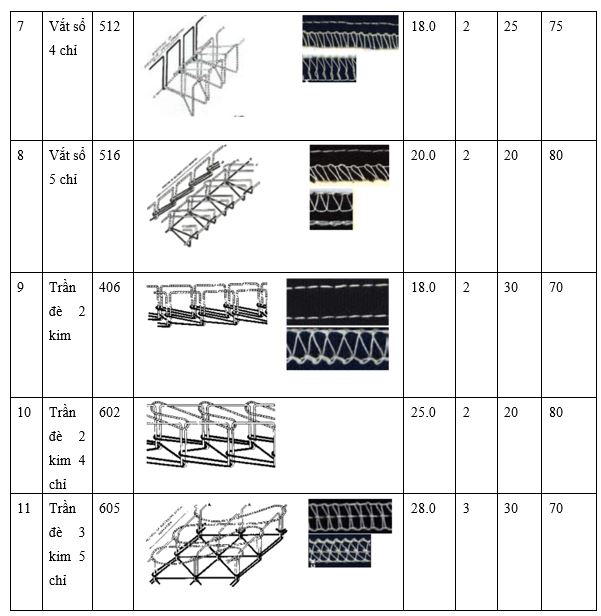
Phương pháp đo chiều dài đường may để tính định mức dễ dàng hơn là sử dụng phương pháp may khảo sát. Định mức chỉ sử dụng áp dụng chung cho các loại mũi may khác nhau được liệt kê trong Bảng 3. Dựa vào tổng chiều dài của từng loại đường may sử dụng kết hợp với định mức chỉ (hệ số tiêu hao cho từng loại đường may) sẽ tính được định mức chỉ cho từng từng kiểu đường may sử dụng trên sản phẩm. Định mức chỉ may cho một số dạng đường may được trình bày trong Bảng 3:
Bảng 3 Định mức chỉ may cho một số dạng đường may cơ bản [2,3]
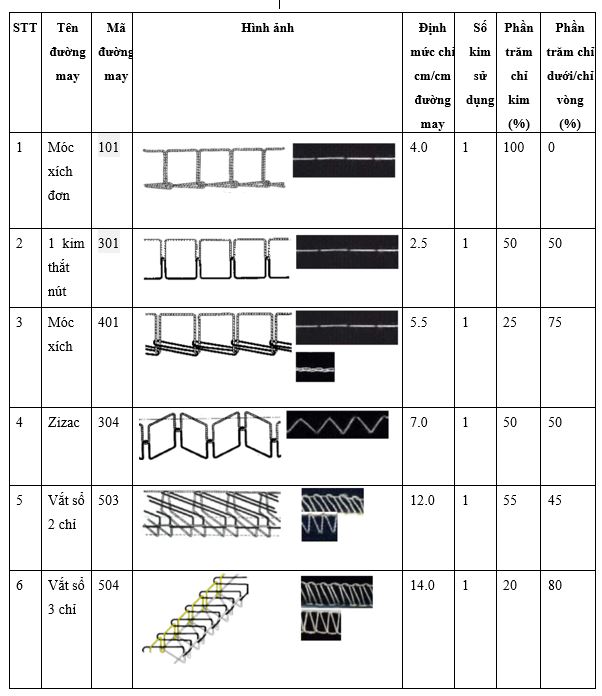
*Lưu ý:
-
Các tỷ lệ trên đạt được với mật độ mũi may là 7 mũi / cm (18 mũi / inch).
-
Các tỷ lệ này là mức tối thiểu được quy định có thể thay đổi tùy theo các yếu tố ảnh hưởng đến định mức chỉ như đã đề cập ở trên.
-
Tỉ lệ lãng phí nhất định sẽ được thêm vào các tỷ lệ trên tùy theo điều kiện của khách hàng, của mã hàng, của doanh nghiệp gia công. Nó có thể thay đổi từ 10% đến 15%
Bảng 4. Định mức chỉ may cho một áo T-shirt cỡ trung bình
|
Mã đường may |
Tên đường may |
Vị trí đo |
Tổng chiều dài đường may (m) |
Hệ số tiêu hao đường may |
Tổng số chỉ sử dụng (m) |
Chỉ trên (m) |
Chỉ dưới/chỉ vòng (m) |
|
301 |
1 kim thắt nút |
Cổ, nẹp, sườn |
4 |
2.5 |
10 |
5 |
5 |
|
504 |
Vắt sổ 3 chỉ |
Xẻ sườn |
0.5 |
14 |
7 |
1.4 |
5.6 |
|
406 |
Trần đè 2 kim |
Gấu, cửa tay |
2.0 |
18 |
36 |
10.8 |
25.2 |
|
512 |
Vắt sổ 4 chỉ |
Sườn bụng tay, vai con, vòng nách |
2.5 |
18 |
45 |
11.25 |
33.75 |
|
Tổng số chỉ |
98 |
28.45 |
69.55 |
|
Hao phí (15%) |
14.7 |
4.26 |
10.4 |
|
Tổng định mức |
112.7 |
32.7 |
80 |
-
Sử dụng chương trình được lập trình sẵn để tính định mức chỉ may
Ngoài việc tính toán thủ công, ngày nay một số hãng sản xuất phần mềm đã cho ra chương trình tính toán định mức nguyên phụ liệu cho ngành may.
Hãng Coats đã phát triển một chương trình được gọi là SEAMWORKS để tính toán lượng chỉ may tiêu thụ. Trong chương trình này, có thể tính toán số lượng chỉ liên quan đến lượng chỉ may tiêu thụ, phụ thuộc vào các thông số từ loại mũi may đến nhóm màu cho chỉ may. Ngoài ra, có thể tính toán tổng chi phí cho lượng chỉ may đã tiêu thụ.
Bên cạnh đó, cũng có thể tính lượng chỉ may tiêu thụ bằng chương trình ANECALC do hãng American & Efird phát triển. Trong chương trình này, lượng chỉ may tiêu thụ có thể được tính bằng cách nhập các giá trị của loại mũi may, mật độ mũi may và chiều dài đường may cho mỗi bước trong quy trình của các nhóm sản phẩm nhất định. Trong khi thực hiện các phép tính, các công thức toán học liên quan đến loại mũi may và mật độ mũi may được sử dụng.
Tài liệu tham khảo
[1] Công nghệ may (2020), Tài liệu Công nghệ sản xuất may công nghiệp 2, Đại học Công nghiệp dệt may Hà Nội
[2] ASTM D-6193, Stitch Guide - Most Common Stitch Types in ASTM D-6193 and ISO 4915:1991 Standards
[3] Coats sewing solutions (2014), Thread Consumption Guide, Bulletin Post