Tác giả: ThS. Dương Thị Tâm
Trung tâm Thực hành may
1. Đặt vấn đề
Chất lượng sản phẩm may phụ thuộc vào nhiều yếu tố khác nhau như công nghệ may, công nghệ hoàn tất sản phẩm…Một trong các khâu của công nghệ may đó là ép mex, mục đích của việc ép mex làm tăng giá trị thẩm mỹ cũng như giá trị sử dụng của sản phẩm. Mỗi loại mex đều có đặc thù riêng, nhưng nhìn chung khi gia công sản phẩm có một vấn đề nảy sinh đó là mex không bám đều trên bề mặt chi tiết gia công, độ bám dính thấp không chịu được các tác dụng khi giặt, dễ để lại vết bóng trên bề mặt vải... Những hiện tượng như trên có ảnh hưởng trực tiếp đến chất lượng sản phẩm.
Thực tế hiện nay, để đảm bảo chất lượng có rất nhiều doanh nghiệp thực hiện kiểm tra độ kết dính của mex trước khi thực hiện một mã hàng nên không có tình trạng sai hỏng hàng loạt do ép mex. Trong quá trình giảng dạy các học phần Kỹ thuật may, ngành Công nghệ may, tác giả nhận thấy sinh viên chưa biết cách xử lý để giảm thiểu lỗi, đặc biệt lỗi ép mex bong, rộp hay vàng, cháy xảy ra tương đối nhiều. Khi mắc phải lỗi này gần như không sửa chữa được nên cách tốt nhất là kiểm tra, thử nghiệm, phòng tránh trước khi thực hiện sản xuất hàng loạt. Bài viết này tác giả giới thiệu đến sinh viên ngành Công nghệ may, giúp các em hiểu rõ mục đích, tầm quan trọng của việc phòng tránh lỗi ép mex các chi tiết trên sản phẩm may bằng thiết bị kiểm tra độ bám dính keo mex.
2. Nội dung
2.1. Khái quát về mex, ép mex
Mex là loại vải có keo dùng để tạo độ cứng, tạo form dáng cho các chi tiết trên sản phẩm may mặc.
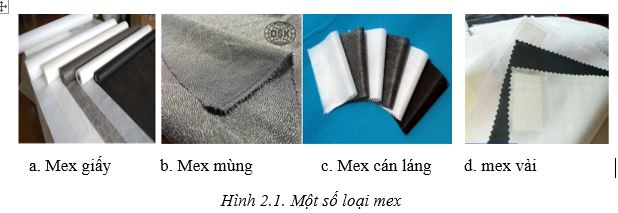
Mex được chia làm 2 loại chính
- Mex giấy: là loại mex thường được sử dụng làm tăng thêm độ cứng, độ phẳng cho những chi tiết có độ cứng vừa phải, các chi tiết cần được ép mex như nắp túi, nẹp áo, thép tay… Lớp vải nền là vải không dệt, mex giấy có thể được cắt theo các chiều mà cũng không bị tua mép.
- Mex vải: Là loại mex có lớp vải nền là vải dệt thoi hoặc vải dệt kim. Chất lượng của mex phụ thuộc vào phương pháp cán nhựa trên bề mặt của lớp vải nền và nguyên liệu keo. Nhựa keo có thể là polyester, poly vinylchlorure (PVC)…..… Nhựa keo dùng làm mex phải đáp ứng yêu cầu về công dụng và điều kiện sử dụng của sản phẩm may. Ví dụ lớp keo đủ bền và dẻo, thành phần của keo không có chất tác hại đối với cơ thể người, chịu được tác động cơ học của quá trình giặt, tác động của hóa chất tẩy rửa và tác động khác khi sử dụng.
Tùy từng chất liệu sản phẩm, sử dụng các loại mex khác nhau, cần chọn mex phù hợp với vải, khối lượng m2 và độ dày của mex nên xấp xỉ bằng khối lượng m2 và độ dày của vải. Độ chứa đầy của vải nền trong mex nên nhỏ hơn của vải khoảng 10 - 20%; Tỷ lệ diện tích phủ keo trên mex trong khoảng 45-50%. Khi chọn một thông số kỹ thuật xác định cho mex trong phạm vi này cần đến tính đặc thù của nguyên liệu, sản phẩm, thời trang và yêu cầu của khách hàng [1].
Ví dụ: Mex dùng cho áo sơ mi thường là các loại mex có bề mặt vải dày và thô hơn, thường có thành phần 80% polyester + 20% cotton hoặc 100% cotton. Có thể giữ form và có độ bong tốt, giúp cho chi tiết áo không bị nhăn nên thường dùng cho cổ áo, nẹp áo, bác tay áo sơ mi. Mex thường được phủ bằng loại hạt HDPE (High density polyethylene) nên yêu cầu phải ép dưới nhiệt độ cao.
- Ép mex là dùng nhiệt độ và áp suất tác dụng lên mex và vải trong một khoảng thời gian nhất định. Các thông số của quá trình ép dán là lực ép (P) , nhiệt độ (t), và thời gian (T). Tùy thuộc loại mex và vải mà điều chỉnh thông số là ép mex cho thích hợp. Thường đối với mỗi loại mex, nhà sản xuất thường cung cấp các thông số ép dán kèm theo.
2.2. Giới thiệu thiết bị kiểm tra độ bám dính của keo mex
Thực tế hiện nay có rất nhiều các dụng cụ, thiết bị để kiểm tra khác nhau, một trong các dụng cụ đó là thiết bị kiểm tra độ bám dính keo mex. Thiết bị này được dùng để kiểm tra độ bám dính của keo và khả năng dính giữa hai mảnh vải. Thiết bị áp dụng phương pháp kiểm tra dựa trên sức căng của vật liệu khi kết dính. Thiết bị kiểm tra keo mex kết hợp với giấy đo nhiệt độ đang được sử dụng nhiều trong ngành may mặc hiện nay.
Giấy đo nhiệt độ gồm 4 dãy nhiệt, dùng cho các loại vải và mex khác nhau
Bảng 2.1. Giấy đo nhiệt độ
|
TT |
Chủng loại |
Hình ảnh |
1 |
Giấy đo nhiệt độ 820C – 1270C (màu xanh)
|
 |
2 |
Giấy đo nhiệt độ 930 C – 1380 C (màu tím)
|
 |
3 |
Giấy đo nhiệt độ 1270 C – 1710 C (màu vàng)
|
 |
4 |
Giấy đo nhiệt độ 1600 C – 2040 C (màu đỏ) |
 |
 |
|
Hình 2.2. Thiết bị kiểm tra độ bám dính keo mex |
Ưu điểm của giấy đo nhiệt máy ép mex là:
- Sử dụng đơn giản
- Đo nhiệt độ chính xác và nhanh chóng
- Giấy đo nhiệt độ nhỏ gọn và đọc kết quả dễ dàng.
- Đạt chất lượng tốt và có giá thành thấp
*Các bước kiểm tra như sau:
Bước 1. Kiểm tra nhiệt độ
Chọn sản phẩm và mex muốn kiểm tra, cắt một tấm mex theo chiều dọc vải có kích thước dài 17cm, rộng 7 cm. Cắt một tấm vải có kích thước lớn hơn mex 1cm, để tránh hiện tượng mex lớn hơn vải, khi ép mex dính vào đệm là hoặc băng tải. Cắt 1 miếng vải nhỏ dài 2cm, rộng 7cm
 Hình 2.3. Chuẩn bị mẫu vải và mex để kiểm tra
Hình 2.3. Chuẩn bị mẫu vải và mex để kiểm tra
Đặt mảnh vải nhỏ vào một đầu giữa lớp vải chính và mex để làm điểm sau kẹp kéo kiểm tra độ kết dính dễ dàng. Đặt giấy đo nhiệt độ vào giữa vải và mex, mặt hiển thị nhiệt độ úp vào mặt vải chính. Mex đặt trên lớp vải, mặt có nhựa dính ở dưới.
Dùng bàn là ép mex đến khi nhựa dính nóng chảy, dính chặt vào vải.
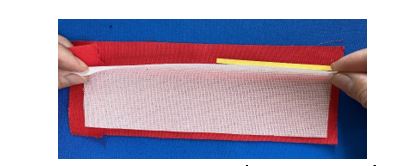
Hình 2.4. Phương pháp đặt giấy đo nhiệt độ chuẩn bị ép mex
Sau khi ép, cắt 1 đường dọc theo giấy đo nhiệt độ
|
Hình 2.5. Lấy giấy đo nhiệt độ và xem kết quả sau khi ép thử |
Lấy giấy đo nhiệt độ lên, đọc nhiệt độ ép: chính là nhiệt độ tại vạch màu đen cuối cùng xuất hiện trên que thử.
Nhiệt độ nung chảy là nhiệt độ đạt dính trong quá trình ép, do đó các dải nhiệt độ được sử dụng giữa vải và keo mex đo lường chính xác. Nên kiểm tra 2 lần nhiệt độ nung chảy trước khi thực hiện ép một mã hàng.
Bước 2. Kiểm tra độ co
Sau khi ép, đặt thước đo lại mẫu để kiểm tra sẽ biết được độ co của vải, mức cho phép dưới 2%.
Độ co ảnh hưởng bởi nhiệt độ và thời gian ép, do đó cần điều chỉnh cho phù hợp.
Bước 3. Kiểm tra độ bám dính
* Có 3 cách kiểm tra độ bám dính của keo mex:
- Kéo 2 tấm vải theo hướng thẳng dọc và bóc tách ra như chữ T
- Giữ cả hai tấm vải theo chiều dọc, bóc tách tạo thành góc 1800.
- Giữ cả 2 tấm vải theo chiều ngang, bóc tách tạo thành góc 900
Các bước thực hiện được tiến hành như sau: Mẫu sau khi đã ép dính, kiểm tra nhiệt độ, độ co, cắt mẫu thành miếng có bề rộng 5cm.
Gấp mép vải về mặt vải chính và may 1 đường đủ luồn vào thiết bị test, đưa móc của thiết bị test vào mẫu thử.
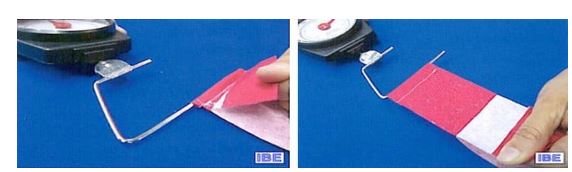 Hình 2.6. Kiểm tra độ bám dính keo mex
Hình 2.6. Kiểm tra độ bám dính keo mex
Đặt phẳng vải lên bàn, một tay giữ chắc lớp vải, tay kia kéo kẹp, kéo nhẹ nhàng với tốc độ vừa phải trong khoảng 10cm. Lưu ý không kéo kẹp quá nhanh. Vừa kéo vừa quan sát thước đo trên kẹp ta sẽ đọc được lực dính của lớp keo trên vải (đơn vị của thước là Newton) 1kg = 10N =1kp. Kết quả thể hiện trên thiết bị kiểm tra độ bám dính keo mex.
Độ ép dính ảnh hưởng bởi độ nén, do đó điều chỉnh độ nén cho phù hợp. Sau khi hoàn tất giai đoạn kiểm tra và điều chỉnh thông số máy ép về nhiệt độ, thời gian, độ nén theo yêu cầu của đơn hàng, mới tiến hành ép mex. Phải ép thử bằng máy trước khi chạy hàng loạt, vì điều kiện của mỗi loại máy không giống nhau.
|
Thông số ép:
- Nhiêt độ
- Thời gian
- Lực ép
|
|
 |
|
|
|
Trước khi ép phải vệ sinh máy và băng tải sạch sẽ, đặc biệt khi chuyển từ các mã hàng màu sang mã hàng trắng phải vệ sinh băng tải nếu không dễ bị loang màu lên vải trắng. Khi ép đưa từng lớp sản phẩm qua máy theo trình tự, không để nhiều lớp qua máy.
Để chất lượng ép mex trong sản xuất may công nghiệp đảm bảo chất lượng, tránh sai hỏng hàng loạt nhất thiết phải thực hiện kiểm tra và ép thử.
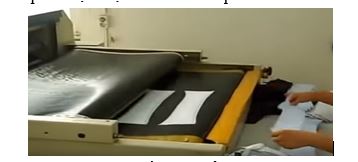
Hình 2.8. Ép mex cổ áo
2.3. Một số lỗi thường gặp khi ép mex, nguyên nhân và biện pháp phòng tránh
Trong quá trình ép mex thường xảy ra hiện tượng co của vải và mex. Nếu độ co đồng đều, ngoại quan sản phẩm sẽ đẹp, không nhăn dúm, không bong rộp và ngược lại nếu đo co của vải và mex không đồng đều sẽ dẫn đến hiện tượng mex bong rộp, không đảm bảo yêu cầu kỹ thuật.
|
Lỗi |
Hình ảnh |
|
Mex ép bong rộp |
 |
|
Mex ép ố vàng, biến dạng |
 |
Hình 2.3.1. Một số lỗi ép mex
Mex ép bị bong, rộp hoặc ố vàng, nguyên nhân chính do các yếu tố sau:
- Thời gian
Thời gian ép phụ thuộc vào từng loại vải và mex. Nếu thời gian ép quá ngắn, keo chưa chuyển sang trạng thái chảy dẻo hoàn toàn, chưa kịp bám dính vào vật liệu làm cho mối liên kết kém bền dẫn tới mex bong rộp.
Thời giap ép quá lâu sẽ làm cho vật liệu vải bị bóng, cháy và làm giảm độ bền của mối liên kết. Ngoài ra thời gian ép còn phụ thuộc vào gốc keo, lực ép và nhiệt độ.
- Nhiệt độ
Nhiệt độ ép phụ thuộc vào độ dày mỏng của vật liệu, tính chất vật lý của vật liệu. Nó có ảnh hưởng trực tiếp đến chất lượng mối liên kết. Nếu nhiệt độ quá thấp, chưa đạt đến nhiệt độ nóng chảy của hạt keo, làm cho chất lượng mối liên kết giảm dẫn đến hiện tượng rộp mex. Nếu nhiệt độ quá cao dẫn đến lớp keo dính bị vàng và có nguy cơ thẩm thấu ra bề mặt vải làm chi tiết bị cháy, vàng hoặc biến dạng không đảm bảo yêu cầu thẩm mỹ của sản phẩm.
- Lực ép
Lực ép phụ thuộc vào từng loại mex và vải. Nếu áp lực nén lớn và thời gian kéo dài cũng dẫn đến nguy cơ bị chảy keo dính ra ngoài bề mặt vải. Lực ép lớn hay nhỏ sẽ làm thay đổi khoảng cách giữa lớp vải nền và vải chính, vì vậy độ co của mex và vải cũng thay đổi theo.
- Thiết bị
Trên thị trường hiện nay có rất nhiều máy ép mex của các nhà sản xuất khác nhau nhưng cùng chung các tính năng, công dụng, trên máy thể hiện rõ các thông số kỹ thuật, khi sử dụng ta điều chỉnh cho phù hợp với các loại vật liệu.
 Hình 2.3.2. Bàn là hơi nước ES 3200N; * Máy ép HASHIMA
Hình 2.3.2. Bàn là hơi nước ES 3200N; * Máy ép HASHIMA
Ví dụ: Máy ép HASHIMA
- Ký hiệu: HP – 450C
- Áp lực: 0,5 ÷ 3,0 (kg/cm2)
- Thời gian: 5 (s) ÷ 20 (s)
- Nhiệt độ: 0 (0C) ÷ 230 (0C)
Các loại vải và mex rất nhạy cảm với nhiệt độ và lực ép. Nếu máy ép mex không tốt hoặc các thông số ép không phù hợp sẽ phát sinh nhiều vấn đề ảnh hưởng đến chất lượng sản phẩm.
Chính vì vậy việc kiểm tra chất lượng ép mex giúp chúng ta biết rõ tình trạng sản phẩm sau khi ép. Việc kiểm tra nên thực hiện thường xuyên để giải quyết kịp thời các lỗi xảy ra. Nội dung kiểm tra gồm; độ co vải, thời gian ép, nhiệt độ, lực ép.
Hiện theo chỉ dẫn của nhà sản xuất mex: nếu nhiệt độ ép là 170oC thì thời gian ép 20 giây, lực ép 4 bar [2]. Các tham số kết hợp giữa mex và vải để dự đoán trước chính là sự kết hợp lý tưởng giữa mex và vải. Đây là các thông số thông thường, cụ thể chính xác với từng loại mex và vải sẽ khác nhau. Nếu không nắm rõ sẽ dẫn đến các lỗi sau khi ép, mex đã ép không đạt yêu cầu thì khó có thể sửa chữa được, chỉ có thể thay mex hoặc bán thành phẩm. Vì vậy việc kiểm tra các điều kiện trước khi ép rất quan trọng, giúp giảm thiểu lỗi tốt nhất.
3. Kết luận
Trên đây là quy trình, phương pháp sử dụng thiết bị kiểm tra độ bám dính keo mex kết hợp với giấy đo nhiệt độ đang được sử dụng nhiều trong ngành may mặc hiện nay nhằm phòng tránh lỗi trước khi thực hiện một mã hàng.Việc lựa chọn mex, nhiệt độ, thời gian phù hợp với bán thành phẩm, khâu kiểm tra độ kết dính của mex là việc cần làm không thể thiếu trước khi thực hiện ép mex hàng loạt. Chỉ với một ít thời gian và chi phí không đáng kể nhưng đem lại hiệu quả rất cao, hạn chế tối đa các lỗi do ép mex.
Đây là một tài liệu tham khảo giúp sinh viên ngành Công nghệ may nghiên cứu, ứng dụng, nhằm nâng cao năng suất, chất lượng trong học tập cũng như thực tập sản xuất công nghiệp. Công nghệ ngày càng phát triển thì càng tiện ích, luôn cho chất lượng sản phẩm tối ưu.
Tài liệu tham khảo:
1. Lê Phúc Bình, Bùi Quang Lập (2018), Nghiên cứu ảnh hưởng của mex dán đến một số đặc tính của cổ áo sơ mi, Tạp chí Khoa học và Công nghệ 124 (2018) 045-049
2. Nhà cung cấp chuyên nghiệp các vật tư, thiết bị và máy móc phòng Lab và Dệt may (12/2020), Hướng dẫn sử dụng thiết bị Test keo mex.