ThS. Nguyễn Cầu Bản
Trung tâm THM
ĐẶT VẤN ĐỀ
Hàng may sẵn ngày nay rất phổ biến, đáp ứng nhu cầu sử dụng đa dạng kiểu dáng, chủng loại sản phẩm. Áo vest nam là sản phẩm sang trọng, lịch lãm thường được sử dụng trong công sở, hay các sự kiện. Các doanh nghiệp may cạnh tranh gay gắt, cải tiến nâng cao năng suất, chất lượng hạn chế lỗi là việc rất quan trọng. Đã có nhiều nghiên cứu để giảm thiểu lỗi, đáp ứng yêu cầu chất lượng sản phẩm. Thực tế trong học tập, sản xuất vẫn còn xảy ra hiện tượng lỗi trong quá trình gia công. Việc ngăn ngừa, phát hiện kịp thời trước khi sản phẩm được hoàn thiện là công việc rất quan trọng của một doanh nghiệp. Bằng cách quan sát, nghiên cứu, phân tích dạng lỗi tra tay lảng, quắp áo vest nam, tìm nguyên nhân, cách phòng tránh.
Trường ĐHCN-Dệt May Hà Nội rất chú trọng giảng dạy mang tính ứng dụng cao, đáp ứng nhu cầu nguồn nhân lực có trình độ cho ngành công nghiệp dệt may thời kỳ 4.0. Trong chương trình đào tạo, sinh viên ngành công nghệ may được học cắt, may áo vest nam nữ được trải nghiệm thực tập sản xuất doanh nghiệp may trong, ngoài trường. Một trong các thiết bị hiện đại mà sinh viên sẽ được tiếp cận trong dây chuyền may áo vest đó là máy may tra tay lập trình. Để sinh viên có tài liệu tham khảo, trước khi đi thực tập, bài viết này giới thiệu chung về thiết bị tra tay và xử lý lỗi tra tay áo vest lảng, quắp giúp sinh viên có kiến thức, ý tưởng ngăn ngừa hạn chế tối đa lỗi trong học tập cũng như sản xuất.
NỘI DUNG
1. Khái niệm, thuật ngữ chuyên ngành
- Lỗi: là chỗ sai sót do không thực hiện đúng quy trình, là thứ mà không ai mong muốn xảy ra. [1]
- Khắc phục lỗi: là làm cho chỗ bị sai sót mất dần đi không còn nữa. [1]
Lỗi là một trong những tác nhân gây cản trở tốc độ sản xuất liên tục, làm cho sản phẩm kém chất lượng, ảnh hưởng tới năng suất, chất lượng của doanh nghiệp.
Giảm thiểu lỗi là vấn đề bắt buộc trong cải tiến chất lượng. Do đó, phải phát hiện ra lỗi, tìm ra nguyên nhân gây ra lỗi, từ đó đưa ra giải pháp phòng ngừa lỗi.
Tra tay quắp là hiện tượng điểm giữa đầu tay không trùng khớp với điểm giữa vai, tay áo bị xô trượt về thân sau nhiều, cửa tay rơi về trước nhiều.
Tra tay lảng là hiện tượng điểm giữa đầu tay bị xô trượt qua điểm giữa vai về phía thân trước, điểm rơi cửa tay đẩy về phía sườn nhiều. [5]
2. Yêu cầu kỹ thuật tra tay áo vest
Tay áo tra xong phải đảm bảo đúng độ rơi tay, canh sợi tay áo thẳng với thân áo, đầu tay đúng phom, mọng trước, thoát sau, đường tra tay, trơn tròn đều. Tay hai bên phải đối xứng nhau. [3]
 Hình 1. Áo tra tay đạt yêu cầu
Hình 1. Áo tra tay đạt yêu cầu
3. Thiết bị tra tay áo vest trong sản xuất may công nghiệp
Trong sản xuất công nghiệp, áp dụng công nghệ, thiết bị hiện đại máy chuyên dùng sẽ hỗ trợ tăng năng suất, chất lượng đồng đều, đáp ứng yêu cầu khách hàng cũng như giảm chi phí sản xuất. Máy tra tay lập trình hãng Juki moden DP-2100 chuyên tra tay áo vest là một trong những giải pháp đáp ứng chất lượng khắt khe của sản phẩm. (Hình 2).
Máy có chế độ cài đặt lập trình được thể hiện trên màn hình điều khiển, tùy chỉnh các chế độ cầm vải tăng dần từ 1-5 hỗ trợ các khoảng tra tay như: mang sau, đầu tay, mang trước. Đáp ứng kỹ thuật, phom dáng của tay áo vest phù hợp với từng chất liệu mã hàng thông qua bảng điện tử. [2]
 Hình 2. Máy tra tay lập trình
Hình 2. Máy tra tay lập trình
Tra tay áo vest thường được chia làm 3 khoảng:
+ Tra tay từ gầm nách đến ngang nách thân sau tương ứng với số 1 trên màn hình điều khiển.
+ Tra tay từ ngang nách thân sau đi qua đầu tay đến ngang nách trước tương ứng với số 5 trên màn hình điều khiển.
+ Tra tay từ ngang nách thân trước xuống đường chắp bụng tay tương ứng với sổ 2 trên màn hình điều khiển. (Hình 3)
 Hình 3. Màn hình tùy chỉnh máy lập trình
Hình 3. Màn hình tùy chỉnh máy lập trình
4. Quy trình xử lý lỗi tra tay
Trong sản xuất và học tập, lỗi tra tay áo vest lảng, quắp vẫn còn xảy ra, xử lý triệt để lỗi, ngăn ngừa lỗi là công việc rất quan trọng. Điều đó góp phần tăng năng suất, chất lượng, tạo thương hiệu cho sản phẩm. Trong thực tế sản xuất, doanh nghiệp thực hiện xử lý lỗi theo trình tự sau:
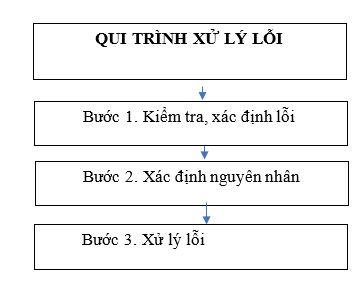
Hình 4. Sơ đồ quy trình xử lý lỗi tra tay
Bước 1. Kiểm tra, xác định lỗi
Việc kiểm tra xác định lỗi được doanh nghiệp thực hiện theo qui trình thường xuyên, liên tục, thực hiện chế độ 3 kiểm. Người công nhân, thu hóa đầu chuyền, KCS và quản lý. Công nhân tự kiểm tra trước và sau may công đoạn tra tay của mình như tay áo trước khi tra vào thân áo phải đạt yêu cầu mới được làm, nếu không đạt trả lại công đoạn may tay phải khắc phục hết lỗi. Tra tay các điểm dấu bấm giữa tay áo và dấu trên nách áo không trùng khớp và kiểm tra trên Ma nơ canh tay áo không rơi thẳng, tay áo không khớp với thân áo theo tài liệu kỹ thuật. Bên cạnh đó thu hóa đầu chuyền, KCS quản lý cùng kiểm tra xác suất các công đoạn đang may trên chuyền để phát hiện lỗi.
Kiểm tra phải được thực hiện thường xuyên cả 3 giai đoạn: trước, trong, sau may.
+ Kiểm tra trước khi may:
Thân áo sau khi chắp vai con, sườn áo là phẳng, vòng nách trơn đều có đầy đủ dấu bấm.
Tay áo đã được may, đính cúc xong đầu tay trơn, tròn đều dấu khớp với nách áo.
+ Kiểm tra trong quá trình may:
Xác định tay áo đúng bên với nách áo, điểm dấu trên tay áo số (1) đặt trùng khít với dấu số (1) nách áo. Trong quá trình tra tay các dấu bấm phải khớp nhau, đường may đúng qui cách, yêu cầu kỹ thuật.
+ Kiểm tra sau may:
Phải được thực hiện theo qui trình treo áo lên Ma nơ canh có thông số đúng với tài liệu mã hàng, kiểm tra lần lượt theo vòng tròn khép kín từ gầm nách trước lên đầu vai sang nách thân sau. Kiểm tra phải thực hiện 100%, ghi các loại các lỗi trên sổ nhật ký, phân tích đánh giá hàng ngày.
Bước 2. Xác định nguyên nhân gây ra lỗi
Sau khi đã kiểm tra công đoạn tra tay không đạt yêu cầu kỹ thuật thì việc tìm nguyên nhân khởi nguồn gây lỗi tra tay là rất quan trọng để tìm cách giải quyết khắc phục cũng như phòng tránh cho sản phẩm tiếp theo.
a. Tra tay lảng
Khoác áo lên Ma nơ canh có thông số tương thích với tài liệu kỹ thuật của khách hàng. Nếu cửa tay lảng về sau nhiều sẽ không che kín 2/3 túi. [5]
 Hình 5. Tra tay bị lảng
Hình 5. Tra tay bị lảng
Nguyên nhân: quá trình tra tay bị xê dịch không khớp các điểm dấu bấm từ 1-7, dấu trên tay và nách áo như hình 5 (tra tay bên trái), điểm giữa đầu tay không ăn khớp với điểm giữa vai áo, đầu tay bị xô trượt về phía trước, cửa tay rơi về sau nhiều, canh sợi không khớp với thân áo gây ra hiện tượng tay lảng. Khi sử dụng tay áo không khớp với cơ thể, gây ra déo tay áo, ảnh hưởng tới thẩm mỹ của sản phẩm.
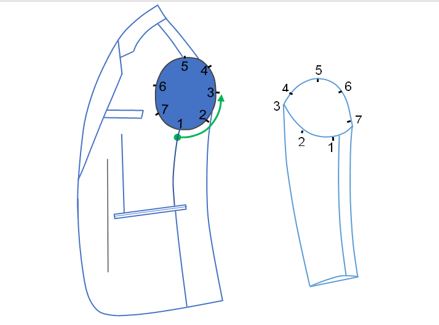 Hình 6. Các vị trí khớp tay và thân áo
Hình 6. Các vị trí khớp tay và thân áo
Bên cạch đó các vị trí dấu trên đầu tay và nách áo không trùng khớp nhau: điểm số (1) trên tay không trùng khớp với số (1) nách áo. Tra tay để trên, thân áo ở dưới, thao tác người công nhân sắp điểm dấu bấm tay và nách áo không khớp nhau. Trong quá trình may thao tác người công nhân chưa đảm bảo yêu cầu kỹ thuật cầm tay áo theo từng đoạn, ngang nách sau, đầu tay, ngang nách thân trước. Thao tác chưa đúng yêu cầu như bai nách áo, cầm tay áo để tạo phom đầu tay áo vets, bên cạnh đó cài đặt chế độ cầm thiết bị tra tay chưa có kinh nghiệm điều chỉnh cầu răng cưa bai vải và chân vịt đẩy chưa tương thích với lượng cầm vải của từng đoạn đầu tay.
Vận hành thiết bị chưa đảm bảo đúng qui trình, yêu cầu kỹ thuật. Cài đặt chế độ thiết bị may cho từng khoảng tra tay chưa phù hợp với chất liệu, tỉ lệ cầm, phom dáng, thông số đầu tay của mã hàng cũng như test thử trước khi may vào sản phẩm.
b. Tra tay quắp
Khoác áo lên Ma nơ canh có thông số tương thích với tài liệu kỹ thuật của khách hàng. Nếu cửa tay đổ về trước nhiều, cửa tay sẽ che kín quá 2/3 túi. [5]
 Hình 7. Tra tay áo bị quắp
Hình 7. Tra tay áo bị quắp
Nguyên nhân tương tự như tra tay lảng nhưng ở chiều ngược lại. Điểm dấu số (1) tay áo bắt đầu tra tay lệch về thân trước nhiều không trùng khớp với dấu (1) vòng nách áo. Trong quá trình tra tay, các dấu bấm tay áo và nách không khớp nhau, dấu đầu tay áo lệch với đầu vai và bị xô trượt về phía sau, phía cửa tay đổ về thân trước nhiều gây ra hiện tượng tay bị quắp (hình 7).
Bước 3. Xử lý lỗi
Việc ngăn ngừa lỗi là công việc rất cần thiết cho mỗi công đoạn cũng như mỗi sản phẩm. Điều đó ảnh hưởng trực tiếp đến năng suất, chất lượng, thương hiệu của mỗi doanh nghiệp. Sau khi đã xác định được nguyên nhân gây ra lỗi. Bộ phận thu hóa, KCS cũng như quản lý tổ tìm cách hướng dẫn công nhân xử lý triệt để công đoạn mắc lỗi và phòng tránh các yếu tố có thể khởi nguồn gây ra lỗi.
a. Xử lỗi tra tay lảng
Tháo tay ra
Kiểm tra, khớp lại các dấu bấm đầu tay với nách áo từ (1-7).
Tra lại đúng qui trình, các dấu đầu tay với nách áo trùng khớp, đường may êm phẳng, đúng qui cách, đảm bảo yêu cầu kỹ thuật.
Phải xác định được đúng điểm rơi của tay căn cứ vào góc α và β của tay (Hình 8)
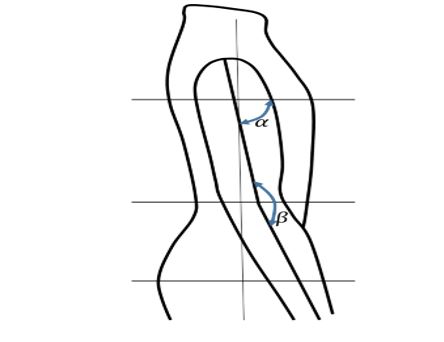 Hình 8. Xác định góc α và β của tay
Hình 8. Xác định góc α và β của tay
Các kết quả nghiên cứu về nhân trắc học cho thấy góc α dao động từ 810 ÷ 980 và góc atb = 89,50; Tay đưa ra phía trước có a < 900; Tay đưa ra phía sau có a > 900.
Góc β cho biết tay thẳng hay tay cong. Tay nam giới được gọi là thẳng khi góc β > 169 ÷ 1700. Tay nữ giới thẳng khi β > 1640. Tay nam/ nữ sẽ bị cong khi góc β < 1610 [5].
Thiết bị máy tra tay điện tử phải hoạt động tốt, đúng qui trình và được điều chỉnh chế độ cầm đầu tay áo. Tạo phom dáng phù hợp cho từng khoảng nách sau, đầu tay, nách trước. Đường may đảm bảo độ bền chắc, đẹp, đáp ứng được yêu cầu kỹ thuật.
Chất liệu có ảnh hưởng trực tiếp đến chất lượng đường may và sản phẩm, chất liệu có thành phần cotton > 65%, vải thường độ dày xốp, điều chỉnh chân vịt cầm vải nhiều hơn vải có chất liệu < 65% cotton độ dầy vải mỏng hơn bề mặt trơn, dễ bị xô trượt. Điều chỉnh chân vịt cầm vải ít hơn để đầu tay không bị cầm dúm. Khi may cần chú ý các khoảng đầu tay, tra tay từ ngang nách thân sau đi qua đầu vai đến ngang nách thân trước. Đây là giai đoạn có độ cầm tay áo nhiều nhất tạo phom dáng cho đầu tay, tương ứng với cấp độ 5 cầm vải nhiều được thể hiện trên bảng điện tử, do đó khi đi qua đầu tay áo phải may chậm lại và may từng đoạn nhỏ, đồng thời phải bai nhẹ lá dưới (thân áo) để đảm bảo đầu tay tròn và có lượng cầm nhiều đầu tay áo vest mà không bị xô trượt lá trên (tay áo). Các điểm dấu bấm tay và nách áo phải khớp nhau. Đảm bảo tay áo có điểm rơi theo thiết kế, canh sợi tay áo phải thẳng với thân áo. [4]
b. Xử lý lỗi tra tay quắp
Tháo tay ra
Kiểm tra, khớp lại các dấu bấm đầu tay với nách áo từ (1-7).
Tra lại đúng qui trình, các dấu đầu tay với nách áo trùng khớp, đường may êm phẳng, đúng qui cách, đảm bảo yêu cầu kỹ thuật.
Xác định điểm bắt đầu tra tay dấu bấm số 1 tay, nách áo và các dấu đầu tay với nách áo trùng khớp, đường may êm phẳng, đúng qui cách, đảm bảo yêu cầu kỹ thuật (Hình 9).
 Hình 9. Hình ảnh tay áo sau xử lý lỗi
Hình 9. Hình ảnh tay áo sau xử lý lỗi
KẾT LUẬN
Trong thời đại công nghiệp 4.0 để nâng cao năng suất chất lượng sản phẩm, tạo khả năng cạnh tranh cao, các doanh nghiệp may đã áp dụng triệt để các máy móc thiết bị nhằm cải tiến quy trình may rút ngắn thời gian chế tạo sản phẩm, giảm bớt sức lao động. Máy tra tay áo vest lập trình là một giải pháp mang tính đột phá vượt trội của ngành may mặc đáp ứng được tiêu chuẩn rất khắt khe của áo vest. [2]
Kết quả trong bài viết được đưa ra sau quá trình nghiên cứu qui trình vận hành máy cũng như xử lý dạng lỗi tra tay lảng, quắp nguyên nhân, cách phòng tránh tại trung tâm sản xuất dịch vụ và sau rất nhiều lần kiểm tra, thử nghiệm, thảo luận. Trong sản xuất hàng may sẵn, doanh nghiệp nên cố gắng giảm thiểu lỗi, phát hiện, xác định kịp thời lỗi, xử lý, nâng cao chất lượng sản phẩm, cải thiện năng suất, giảm chi phí, đáp ứng nhu cầu của khách hàng, tạo uy tín, thương hiệu doanh nghiệp.
Bài viết cung cấp quy trình tra tay áo vets, kiểm tra, xử lý lỗi tra tay lảng, quắp giúp các em sinh viên có kiến thức khi vận hành máy tra tay áo vest lập trình trong quá trình học tập tại trường cũng như thực tập tại doanh nghiệp.
TÀI LIỆU THAM KHẢO
1. Từ điển tiếng Việt
2. Tài liệu hướng dẫn sử dụng máy – Công ty TNHH Thương mại xuất nhập khẩu thiết bị và phụ tùng Minh Tuấn.
3. TCVN 5782-1994, “Cơ sở tiêu chuẩn quần áo và các kích thước”
4. Ahmed M. Islam T. Ali MDS (2019). Study on different types of defects and their causes and remedies in garments industry. J Textile Eng Fashion Technol.Vol. 5(6): pp. 300 – 304.
5. Nguyễn Quang Quyền (1974), “Nhân trắc học và ứng dụng nghiên cứu trên người Việt Nam”, NXB Y Học;